Home » How to Trial operation of three roll mill
How to Trial operation of three roll mill
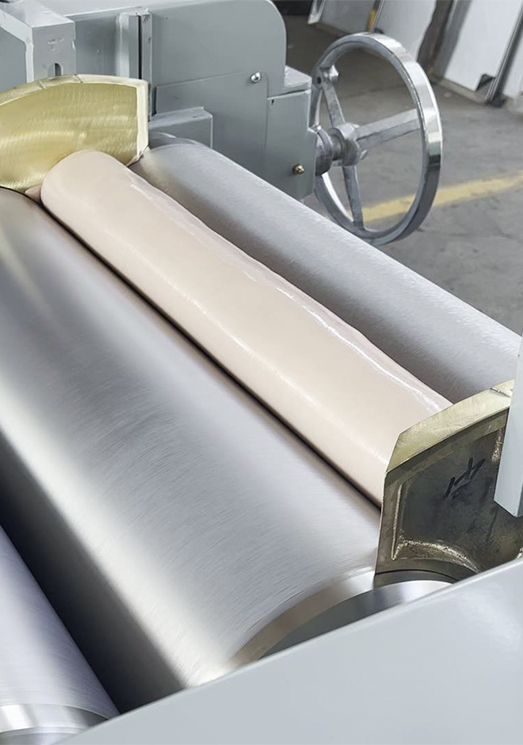
Trial operation of three roll mill
The machine is working only under the material on the rollers.
Upon hearing unusual voice, please stop and check on time.
Please keep the machine no working, then Maintain and cleaning.
Preparation before operation
Ø Set the roller in loosen condition, turn the belt wheel by hand, clean all the dirt on roller, feeding hopper and outlet blade.
Adjust hydraulic pressure(Start oil pump motor before start main motor)
Ø Checking “mixing” “milling”process, the closed roller pressure is 3Mpa, have a fibe tuning device P2 pressure switch to 2-3 mpa.
Ø Check and adjust baffle pressure to 1.2Mpa
Ø Check and adjust the blade pressure around 1Mpa. Normally it’s 0.6Mpa. Or pressure can be decided as material characteristics.
Ø The roller pressure shall set at 5Mpa or based on material characteristics. The roller pressure adjustment range is 1~5.5Mpa;
Ø Set the rotating valve HV at “Loosen” position after finish adjusting pressure, run the hydraulic system several hours, operate the rotating valve several times.
Main motor must keep still during all above operation.
Trial operation
Ø put material over than the level of ultrasonic, then star working
Ø Turn on water valve, pour enough cooling water into roller before first time operation. Set the temperature controller at 0℃.Cooling water will enter roller cavity after turn on water valve. Set the temperature as requested in temperature controller after mill operation.
Ø press “stop main motor”, operate main motor, checking roller pressure, if possible, please check again.
Ø put into mixed material, press “milling” to “milling”position. Check the roller tightening at same step. Further adjustment is possible by adjusting valve if necessary.
Ø When the mill set at “Tighten” position, outlet hopper oil tank will tighten automatically.
Ø here are material exudation at the both sides of roller when roller set at “Mixing” and “Tightening”, it means there is gap between roller shaft shoulder and baffle. Please adjust roller axial position. Adjust the part 5 and 6 in chart 15, so as to make the middle roller and slow roller shaft shoulder face in same surface, that will make hopper baffle fit well with roller shaft shoulder.
Ø Set the ink discharge state when the mill working(see chart) State 3 is best. Ink discharge adjustment is comprehensive, it’s not only related with roller pressure, but also with temperature, outlet hopper position and blade edge.
Ø Ultrasound probes is installed over the place of putting material,checking the material level, if the material level is lower than set level, the machine will be stopped, but there is some material on roller, please open by hand, upon finished material then close machine by hand, and keep separate position of rollers in case of working without material.
Copyright Notice :
This article only represents the author’s point of view.
This article is published under the authorization of the author.
Source: Franli
This article address : How to Trial operation of three roll mill
Related Products
Drum Filling Machine
Drum filling machine is widely used in paint and ink industries. The drum has two kinds of material, plastic or metal. And there are many types of drums

Three roll mill
Three roll mills are widely used in a variety of chemical industries, from medium to high viscosity productions. FRANLI machine can break open all kinds of pigment, UV ink, offset ink, decorative paints, and Lubricants, it also can catch the greatest fine

Stainless Steel Reactor
The reaction vessel is a comprehensive reaction vessel. The structure, function, and configuration accessories of the reaction vessel are designed according to the reaction conditions.
News
Laboratory Reactor: Guide to Stirring System
The laboratory reactor is composed of a pot body, a pot cover, an agitator, a jacket, a support and transmission device, a shaft seal device, etc.
Grinding Media for Bead Mill | Zirconia Beads & Zirconium Silicate Beads
Bead mills mainly use grinding balls as media, and use impact, extrusion, and friction to achieve the final grinding effect, which mainly depends on the size and hardness of the grinding beads, the filling rate of the grinding beads, and the collision frequency adjustment between the grinding beads and the particles.
Overview of Laboratory Reactor
Laboratory reactors, also known as lab reactors, are essential tools in scientific research, product development, and process optimization. These reactors provide a controlled environment for conducting chemical reactions, mixing, dispersing, and homogenizing processes.
Bead mills | Manufacturing technology in various industries
Bead mills, also known as sand mills or grinding mills, are versatile machines widely used across various industries for the wet grinding and dispersion of solid particles in liquid media.
Ribbon Blender Mixer Equipment
A ribbon blender mixer, also known as a ribbon mixer or horizontal ribbon blender, is a powerful industrial machine designed for thorough and efficient blending of various materials.
What is A Stainless Steel Reactor?
Stainless steel reactors are essential equipment in various industries, including chemical, pharmaceutical, biotechnology, and food processing.