Coating

Cosmetic

Battery

Graphite

Agrochemistry

Adhesives



Offset lnk machine line
Digital lnk machine line
Automotive Paintmachine line
UV Ink machine line
Offset lnk machine line
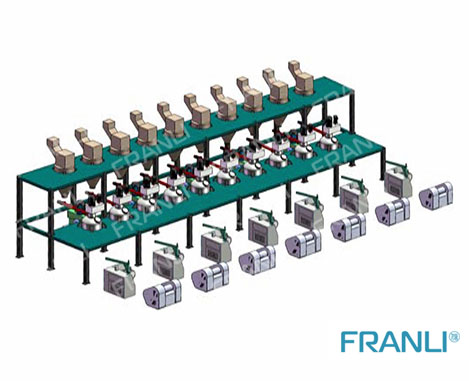
Offset Ink machine line
FRANLI is specialized in offset ink full line production for 20+ years. Helped customer save the cost, save the man power, also save the space.
Digital lnk machine line
Offset Ink machine line
FRANLI is specialized in offset ink full line production for 20+ years. Helped customer save the cost, save the man power, also save the space.
Automotive Paintmachine line
Offset Ink machine line
FRANLI is specialized in offset ink full line production for 20+ years. Helped customer save the cost, save the man power, also save the space.
UV Ink machine line
Offset Ink machine line
FRANLI is specialized in offset ink full line production for 20+ years. Helped customer save the cost, save the man power, also save the space.